
作者:铭泽 来源: 时间:2018-04-16 10:55:13 点击次数:8054
利用尾矿制砖机将尾矿生产为环保砖是一项成熟的技术,意义深远,很多投资者由于对尾矿制砖生产工艺不了解,迟迟没有开始投资。为了大力推广尾矿制砖机,实现经济可持续发展,小编就来详细介绍下尾矿制砖生产工艺。

我国尾矿资源丰富,尾矿种类繁多,不同尾矿成分不一样,导致尾矿制砖生产工艺及原材料也不会不同,下面我们就根据不同尾矿详细介绍下其生产工艺。
一、铁尾矿制砖
1、铁尾矿生产水泥砖
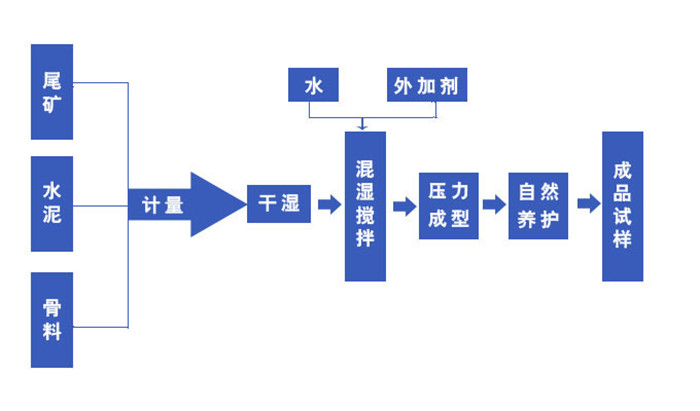
以细尾砂(SiO2>70%)为主要原料,按科学配比加入少量骨料、钙质胶凝材料及外加剂,加入适量的水,搅拌均匀后用315t的尾矿制砖机压制成型,脱模码垛后自然养护28天,检测成品各项指标均达到《非烧结黏土砖技术条件》中规定的100号标砖要求。
利用尾矿制砖机生产灰砂砖,该砖是以铁尾矿和砂子(矿:砂=3:1)为主,加入3%水泥,8%~10%水和2%~3%的F-1外加剂,经干搅拌均匀,通过尾矿制砖机压制成型,自然养护而成。该工艺流程简单,既可节约土地和煤炭资源,还处理掉了尾矿资源,将其变废为宝,所生产的灰砂砖尺寸准确,外观齐整,砖体平直,生产成本比较低,生产的灰砂砖经测试,各项物理性能指标均达到《非烧结黏土砖技术条件》100号以上。
2、铁尾矿制砖机生产蒸养砖
还可利用铁尾矿和石灰为主要原材料,加入适量改性材料及外加剂,经尾矿制砖机压制成型,经蒸养釜蒸压8小时生产成蒸养尾矿砖,物理学性能都比较好,其标号可以达到100号以上标砖要求。
3、铁尾矿制作碳化尾矿砖
利用尾矿做碳化尾矿砖,是以尾矿砂和石灰为原料,经原材料制备,尾矿制砖机压制成型,利用石灰窑废气二氧化碳(CO2)进行碳化而成的砌体材料。
A原理
碳化灰砂砖的半成品系在生石灰水化硬固作用下,首先生成氢氧化钙结晶,再利用石灰窑废气二氧化碳(CO2)进行碳化,最后生成碳酸钙晶体(CaCO3),结合水从水化物中蒸发,制品获得最终的碳化强度。
B工艺
将80%~85%的尾矿砂与15%~20%的生石灰按比例配合,加水9%左右,经搅拌均匀后,用尾矿制砖机压制成型,码垛后由牵引拉入窑前烘干或自然干燥,含水率4%以下,再拉入隧道窑进行碳化,碳化的二氧化碳含量20%~40%,碳化的深度60%以上,出窑后即可得成品。
该生产工艺简单,已有很多厂家都在采用,且技术成熟,凡是有大量尾矿砂和石灰岩处,都可以实现批量生产。
二、铅锌尾矿制砖
1、尾矿生产耐火砖与红砖
尾矿经浮选机可将二氧化硅和三氧化二铝分离出来,按配比加入2.362mm黏土熟料和夹泥,按3:2比例进行配比,搅拌均匀后经尾矿制砖机压制成型,自然风干,在80℃和120℃条件下烘干4小时,然后进入窑炉烧结3小时可产生耐火砖,经检测生产出来的耐火砖各项指标均可达到国家高炉用耐火砖标准。
2、蒸压硅酸盐砖
铅锌矿尾矿化学成分比较稳定,主要成分为:SiO2 58.52%、Al2O3 11.42%、Fe2O3 8.74%、CaO 0.23%、MgO 0.42%、烧失量 1.3%~1.5%,粒级组成比较理想,其粒级与占有率为:+0.175mm占18.50%、+0.124mm占7.25%、+0.074mm占17.00%、+0.048mm占10.50%、-0.048mm占46.75%,适宜用来生产蒸压硅酸盐砖。
工艺流程的技术要求:
配比:尾矿85%,石灰15%;
氧化钙含量:65%以上;
消化温度:80℃以上;
消化时间:6h;
蒸汽压力:0.8MPa;
蒸汽温度:170℃以上。
生产的成品砖强度高,色泽美观。经检测,其抗压强度为18~21MPa,抗折强度为3.7~5.5MPa,抗冻性能良好(17次冻融合格),其他物理学性能全部,满足使用要求,测定结果为国标150号砖,比普通黏土砖标号要高,可在一般工业与民用建筑中广泛使用。
三、铜尾矿制砖
1、原料性质
从国内灰砂砖厂用砂的资料看,其主要成分二氧化硅含量一般不低于65%,有害成分云母不宜过高。而本矿尾砂的主要化学成分为SiO2 60.43%、Al2O3 14.27%、Fe2O3 4.69%、CaO 6.22%、MgO 1.40%、K2O 3.4%、Na2O 3.86%,基本符合制砖用砂要求。
2、生产工艺
以尾砂和石灰为原料,经坯料制备,经尾矿制砖机压制成型,码垛后进入蒸养釜蒸压养护。
所制灰砂砖经检验,质量均达部颁标准,按外观指标为一等砖,其技术指标超过红砖,其市场前景广阔,在我国很多地方都已经有这样的生产线,且技术已经成熟。
四、金尾矿生产陶瓷墙地砖产品
1、主要原料
金尾矿主要成分为:SiO2、NaAlSi3O8、KalSi3O8、NaCl、Al2O3·SiO2, 按科学配比与坊子土搅拌均匀生产
2、生产工艺
生产流程为:配料→加水→轮碾搅拌→消解→300T液压尾矿制砖机压制成型→辊道干燥器干燥(60min)→辊道窑素烧(90min)→素检→上釉→辊道窑釉烧(90min)→检选包装。其中配料中坊子土占18%,尾砂含水量约为8%~17%,生产中可根据实际需要调整加水量。素烧与釉烧据采用50m煤烧辊道窑,烧成周期为90min,烧成温度为1140~1180℃。
烧成的制品经测试,其物理学性能符合国家标准,外形尺寸及外观质量也符合国家标准。
五、钨尾矿生产灰砂砖
1、主要原料为尾砂和石灰
尾矿占的80%以上,尾矿中二氧化硅的含量大于65%,尾矿为粉状,均匀分散的细粒泥土含量应小于总量的10%;水溶性钾、钠氧化物的含量不得大于2%;其粒度要求为0.31.2mm>65%,+1.2mm<5%,-0.15mm不超过30%。
石灰:石灰是块状生石灰,其中氧化钙的含量大于65%,氧化镁含量小于5%,其细度要求为-0.097mm>95%。
2、生产工艺
将石灰加工粉碎后与去除杂质的尾矿砂混合一起加水搅拌,进入消解消解,消解后经轮碾碾压,没有块状,通过尾矿制砖机压制成型,进入蒸养釜养护后即可使用。
在灰砂搅拌过程中,为使灰砂相互分散达到均匀混合,应采用机械充分搅拌以扩大灰与砂的接触面,控制好加水量,使石灰得到充分的消解,生成尽可能多的水化产物。实际加水量理论加水量的1~2倍,消解时间一般为半小时,温度需控制在55℃以上。
砖坯成型是保证钙化砖质量的重要手段,钙化砖是采用半干法压制成型,含水率仅8%~10%。要保证砖坯重量达到2.75~2.89kg/块,极限成型压力必须达到20MPa(或200kg/cm2)以上,填料深度80~85mm,成品尺寸240mm×115mm×53mm。
蒸压养护一般采用压力为0.8MPa(或8kg/cm2)的饱和蒸汽压,蒸压6h。
经检测,该成品各项指标均达国家150号标准砖的要求,符合国家建材放射卫生防护标准,可在建筑业上普遍使用。
尾矿制砖机是尾矿再利用的主要设备,它解决了尾矿无法利用以及利用成本高的难题,通过以上生产工艺详细介绍,相比您对尾矿制砖有了一个详细的了解,采购尾矿制砖机配套设备可联系我们。







